








-
用于探测下一代太阳能电池的超快激光器
2022-07-05
-
光纤激光器会发出辐射和污染吗?
2022-05-19
-
超短脉冲激光技术的市场前景
2022-05-18
众所周知,激光技术在工业加工中有广泛的用途,如零部件的精密清洗,高功率切割、焊接,微加工的钻孔、划线、细磨、精抛、切割、纹理、剥除、隔离,等等。
在工业制造领域,工程师们很早就尝试利用激光进行微加工。但是由于激光的长脉冲宽度和低激光强度造成材料熔化并持续蒸发,虽然激光束可以被聚焦成很小的光斑,但是对材料的热冲击依然很大,限制了加工的精度。唯有减少热影响才能提高加工质量。当精度要求达到一微米的时候,超短脉冲激光对于精密清洗、高精度的抛光、表面重塑与焊接,或以其他方式修改大量的材料来说是最棒的工具。
超短脉冲激光,是指超快激光器输出激光的脉冲宽度在皮秒(10-12秒)级别、或小于皮秒级别的脉冲激光。根据输出激光的脉宽不同,超短脉冲激光又可分为皮秒激光、飞秒激光、阿秒激光。超短脉冲激光增加高脉冲的能量极大地改变光物反应。一般情况下,脉宽越窄,加工精度越高。

激光加工:长脉冲 VS 超短脉冲
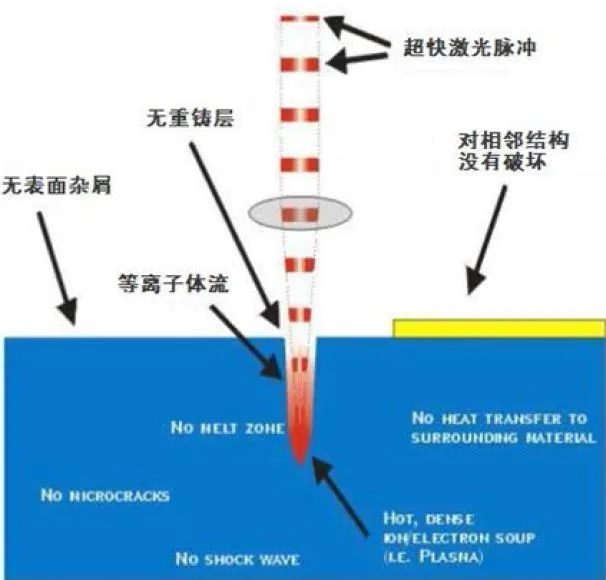
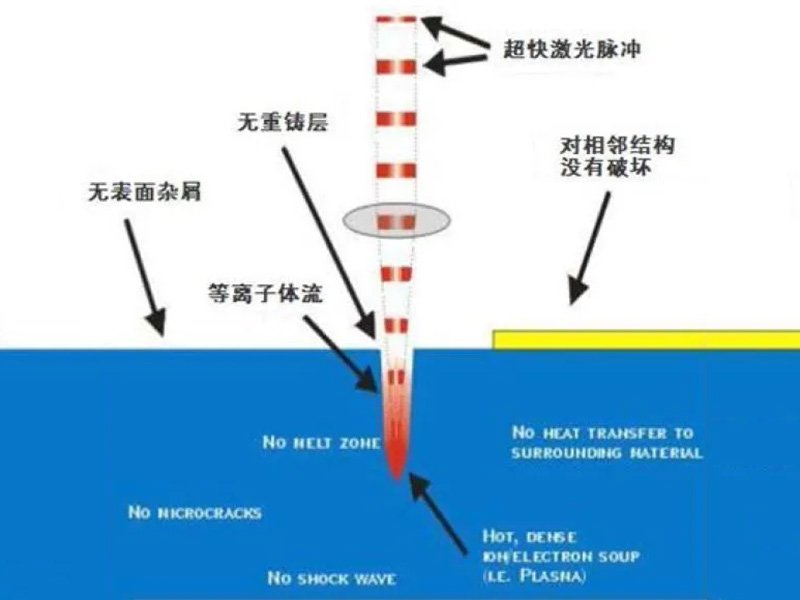
超短激光脉冲加工后的部位
当激光以纳秒量级的脉冲时间进行工作时,可以实现很高的脉冲能量、峰值功率和平均功率,为微型机械加工应用,如薄片切割、连接和表面处理等领域开辟出更广泛的应用空间,以便用于清洗、烧蚀和表面功能化。
当激光以皮秒量级的脉冲时间作用到材料上时,加工效果会发生显著变化。随着脉冲能量急剧上升,高功率密度足以剥离外层电子。由于激光与材料相互作用的时间很短,离子在将能量传递到周围材料之前就已经从材料表面被烧蚀掉了,不会给周围的材料带来热影响,因此也被称为“冷加工”。
当激光以飞秒的脉冲时间作用于材料表面时,激光器可以输出具有高达千瓦量级的平均功率,几百飞秒(fs)量级以下的脉冲宽度。在重复频率为1kHz至100MHz量级的情况下,其脉冲能量可以跨越毫焦(mJ)至纳焦(nJ)量级,脉冲峰值功率可以高达GW至TW量级。这种集高脉冲能量、高脉冲峰值功率以及高脉冲重复频率于一体的激光器可以高效地加工出比连续或者长脉冲激光更加精细的机械结构。
短脉冲与超短脉冲激光器
以上超短激光脉冲加工技术对于精密制造的贡献成果如下:超短脉冲加工能量极快地注入很小的作用区域,瞬间高能量密度沉积使电子吸收和运动方式发生变化,避免了激光线性吸收、能量转移和扩散等影响,从根本上改变了激光与物质相互作用机制。 同普遍化的激光加工一样,属于无接触式加工,使用超短脉冲激光在微加工中特有优势,包括增强的尺寸精度和更严格的公差,减少损害并去除后续处理步骤。 激光器利用薄磁盘或光纤架构,使大功率输出,脉冲持续时间达到飞秒的范围。 具有后续工艺少,可控性好、易于集成,加工效率高,对于提高产品质量、劳动生产率、自动化程度、减少材料消耗、提升环保质量等起到愈来愈重要的作用。 虽然前期设备投入更多,但加工精度发生实质性的改善,让新设计降低整体时间,生产线的操作成本。
凭借冷加工带来的优势,短与超快脉冲激光器进入到工业生产应用当中。尤其是高功率超短脉冲激光器以其极高的脉冲峰值功率以及极短的脉冲宽度,无论在前沿科学还是在精密制造上都具有不可替代的优势。
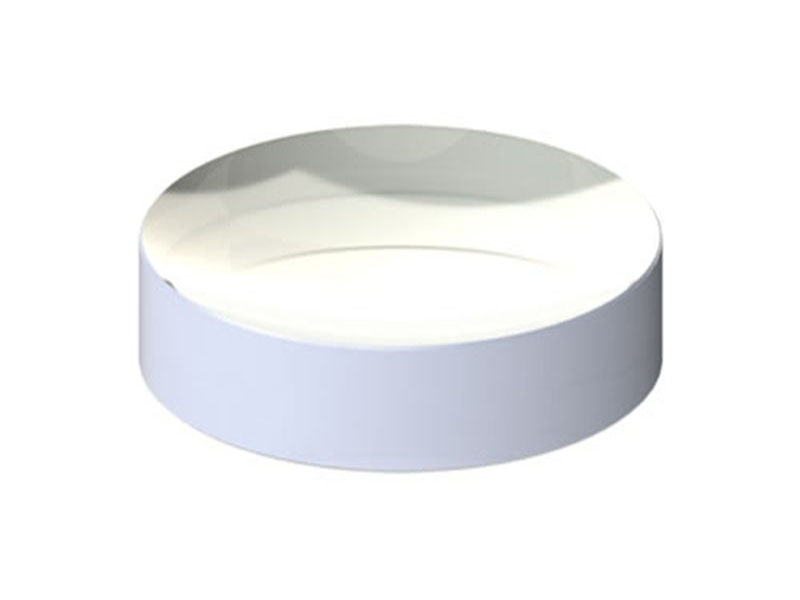
线烧蚀(去除镀层)
超短脉冲激光被视作精密微型加工的应用,是在不损害或轻微损害基底材料的情况下精确去除涂层。烧蚀既可以是几微米宽的线,也可以是几平方厘米的大面积去除。
由于涂层的厚度通常远小于烧蚀的宽度,以至于热量不能在侧面传导。因此可以使用纳秒级脉冲宽度的激光——高平均功率激光、方形或矩形传导光纤、平顶光强分布,这几项技术的结合使得激光面烧蚀得以在工业领域得到应用。例如:使用通快公司的 TruMicro 7060 激光器去除薄膜太阳电池玻璃上的涂层。同样的激光器也可以应用在汽车工业中对抗腐蚀涂层进行去除,为后续焊接做准备。

去除薄膜层
在消费电子产品的生产中,新的纳秒光纤激光器正在取代固态光源,有选择地、精确地从玻璃上去除透明导电层薄膜。从下图案例可以看出,铟锡氧化物(ITO)已经被快速有效地去除,以便在显示面板上进行切边处理。使用200W纳秒脉冲光纤激光器,能以接近20cm2/s的速率去除这类薄膜层。

在不损坏玻璃基板的情况下,从显示面板上去除ITO的边缘。
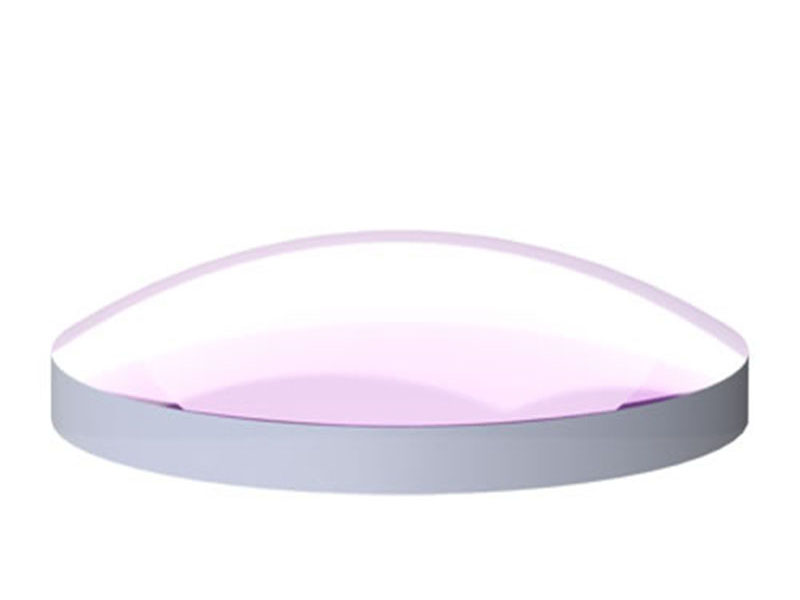
表面结构化
结构化可以改变材料表面的物理特性。根据荷花效应,疏水性表面结构让水从表面流掉。用超短脉冲激光器在表面创造亚微米结构可以实现这个特性,并可以通过改变激光参数对所要创造的结构进行精确控制。
相反的效果,例如亲水性表面,同样可以实现,而且微加工还可以创造更大尺寸的结构。这些工艺可以用于发动机中的油箱来制造一些降低磨损的微结构,或者在金属表面结构化实现与塑料的焊接。

表面疏水结构制造
实际克里特蝉(Cicada Cretensis) 翅膀(左)和经过 fs 处理的玻璃表面(右)的 SEM 成像。具有弱光反射的半处理过的玻璃的照片图源:希腊研究与技术基金会 (FORTH)
清洗
当清洗表面时,我们主要关心的是去除不需要层,同时还要最大限度地降低对基材的影响,现有的工艺包括机械刷洗、喷砂以及化学或干冰处理。刷洗和喷砂都可能非常脏,噪音很大,材料消耗和机器磨损程度也很高。另一方面,化学处理可能涉及对环境有害的溶剂,导致消耗品和废物处理的高成本。
超短脉冲激光作为实现更快、更光滑的表面精密清洗的先进代表,为以上这些问题提供了一种解决方案,同时在向被清洗的表面输送能量方面,也提供了更高水平的控制,使能量控制更加精确,可重复使用,产生的废料更少。
尤其对于一些微型零部件的表面清洗,得益于USP激光器加工精度的工艺,这些加工过程依赖于USP激光器与物质之间极短的相互作用。例如,在清洗过程中,超短脉冲会将物体表面上的氧化层炸开。在适当的设置下,这种清洗过程几乎是在不熔化物体表面的情况下进行的。

去除低碳钢上的氧化锌,为后续焊做准备
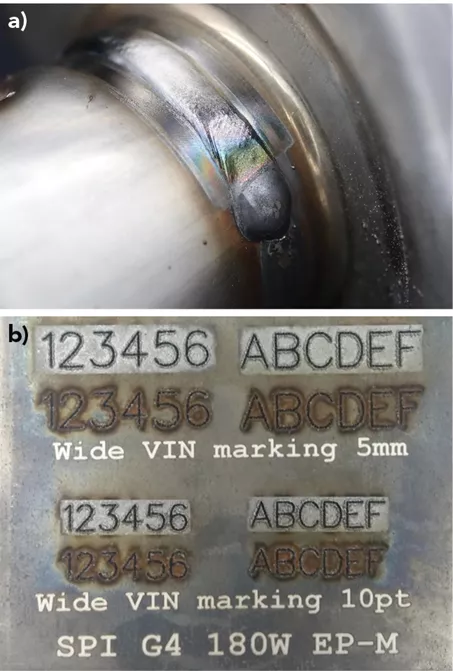
不锈钢焊缝的激光清洗以及激光雕刻车辆识别号(VIN)的后处理清洗。
抛光
抛光在超短脉冲激光加工中是一个不同的过程,在此过程中表面是局部熔化的,以使该区域变得平整。根据不均匀度的大小,表面可以被加热到不同程度。显然,清洗和抛光需要不同的工艺参数设置。例如,在抛光过程中,这些参数不得超过烧蚀的脉冲通量阈值。
对于抛光应用,则需要积累热量。因此,由低能量脉冲组成的长脉冲串非常适合。它们的总通量输入不得超过烧蚀阈值。因此,脉冲串中的单个脉冲的能量,要比清洗时低得多。由于局部区域的表面熔化需要对某个点进行多次扫描,因此扫描速率也需要实时调整。
不同的表面结构需要不同的抛光工艺。例如,实现0.5µm的表面粗糙度,需要用不同于实现1.0µm的粗糙度的方法。下图显示了用USP激光器成功实现抛光工艺,将表面粗糙度从最初的0.6µm降低到0.3µm。

用USP激光器抛光表面,使表面粗糙度降低了两倍图源:Fraunhofer ILT
基于光子加工链的光滑表面快速加工
到目前为止,已经有研究表明,一方面,USP激光器能比纳秒激光器实现更快的烧蚀速度和更光滑的表面;另一方面,USP激光器还可以用于清洗和抛光表面。总之,这些知识可以用来建立一个全光子加工链,完成快速USP烧蚀、清洗和表面抛光等任务。
研究人员发现,整个USP过程仍然比同等的纳秒激光烧蚀快14%-59%。同时,表面粗糙度约为0.17µm,比纳秒加工的表面粗糙度提高约90%。

用USP激光器对一个钢工具进行表面加工,采用三步工艺链:微结构加工、清洗和选择性抛光。图源:Fraunhofer ILT
这种集成的光子加工链为工具和模具行业提供了诸多好处,例如,它可以在五轴机床上使用。典型的应用案例是在汽车工业中,制造汽车内部塑料零件的工具可以用这种方法加工。在一次测试中,已经使用USP激光器对大众汽车的一个样品工具进行了三步加工,包括微结构加工、清洗和表面抛光。使用USP激光器的加工时间保持恒定,同时可在非抛光区域获得0.5µm的表面粗糙度(比纳秒工艺低4倍)。
电子显示屏玻璃精密切割
玻璃切割是全球各产业感兴趣的话题,在平板显示及智能电子行业中越发重要。最关键的是如何提高产出效率、低热效应残留和良好的断面加工质量,并省去后制程步骤的研磨或抛光。基于激光和基于金刚石刀具解决方案之间,出现了一个更有前途的技术——超短脉冲激光切割。能够让玻璃内部产生非线性的吸收。在特定的照射条件下,这个内部修正可以实现良好的玻璃切割质量,能实现卓越的隐形切割并控制切割裂纹的扩展。
同样的,超短脉冲激光也适用于消费电子制造过程中的硬脆透明玻璃的精密切割。纳秒紫外激光和超短激光是目前切割蓝宝石的主要技术手段,超短激光的加工效果比紫外纳秒激光更好。蓝宝石现在已经广泛的应用于智能手表、手机摄像头盖板、指纹模组盖板等。蓝宝石其硬度高,脆性大,使用传统的机械加工方式效率和良品率很低,此外,摄像头模组、指纹模组使用的加工方式,也以纳秒和皮秒激光为主。
柔性手机屏(可折叠屏)的切割、及对应的3D玻璃钻孔,主流技术也大概率是超短激光。超短激光在面板制造中,也有重要应用。OLED 偏光片的切割、LCD/OLED 制造过程中的剥离及修复,都可使用超短激光。
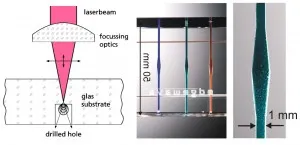
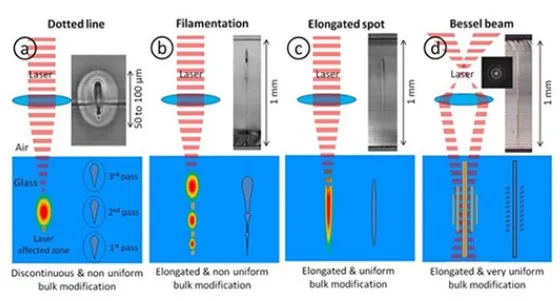
在玻璃内雕刻特殊形状的高精度中空结构
超硬刀具精加工
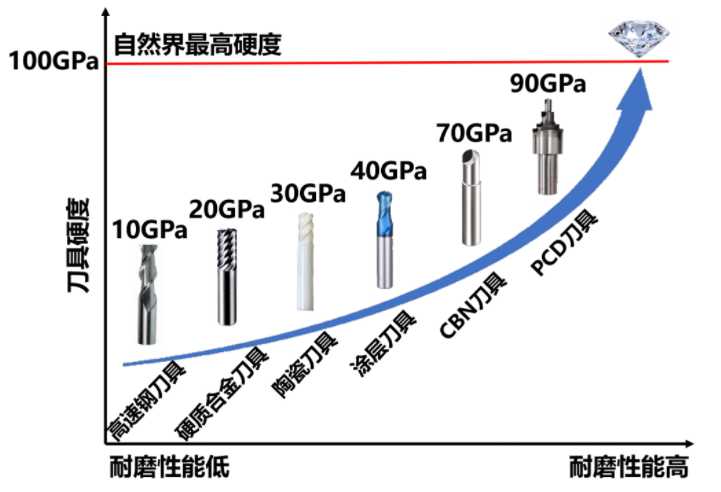
当前,刀具发展方向呈现出材料超硬化、型面复杂化、功能高性能化等趋势 。
雕刻成型是通过烧蚀材料创造三维形状。尽管烧蚀的尺寸可能会超过传统意义上所说的微加工的范畴,但是它所需的精度还是使它被划分到这类激光应用领域。皮秒激光可以用于加工铣床的多晶金刚石刀具边缘。
激光是加工多晶金刚石的理想工具,多晶金刚石是可以制作铣刀刀刃的极为坚硬的材料。使用雕刻成型技术来加工铣刀的切屑槽和齿,这种情形下激光的好处是非接触和高加工精度。
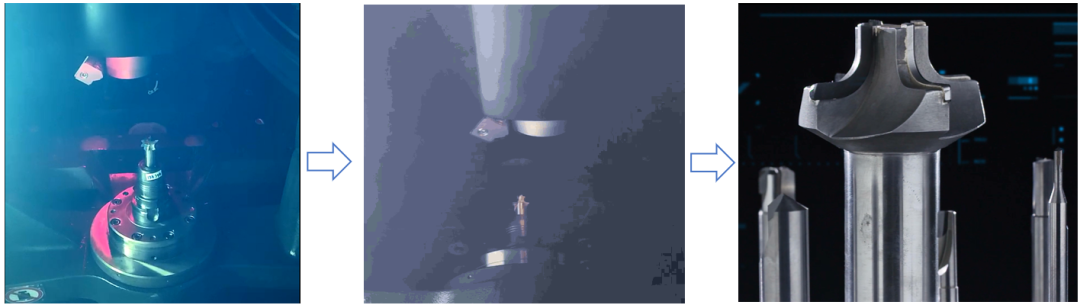
激光加工PCD轮廓刀刃口

激光加工精度保障技术确保光斑位置实现高精度调整以及光路的高度配合
纳秒激光车床可对超硬材料刀具外圆轮廓进行粗加工,多轴联动皮秒、飞秒激光铣床,可制造复杂曲面微刃铣削刀具和钻削刀具,不仅实现了整体PCD、硬质合金、陶瓷等微刃铣削、钻削刀具的全激光制造,同时实现了石墨、陶瓷、光学玻璃、蓝宝石等硬脆材料零部件的以铣代磨的高效高质制造,并大规模用于3C等产品的生产。

针对超硬刀具轮廓的高效和高质加工(外圆、凹槽、回转曲面),纳秒激光车床将加工时间大幅降低到10min,粗糙度Ra达到0.6μm,并率先实现了螺纹加工以及刀具材料与刀杆的一次性加工。图源:广东工业大学
总结
在当今高产能、大容量的环境下,各零件部分都要达到设计精度是十分必要的。因为高价值产品的性能直接取决于准确匹配设计公差、表面精整度、表面粗糙度以及任何要求达到设计规范的表面结构,一旦偏失就导致不能达到消费者的期望或政府监管标准。
超短脉冲激光微加工的兴起应用,成为激光领域最重要的技术方向和增长最快的细分领域之一,在精密加工有着显著的优势。为微型零件创建完美垂直壁,使复杂的运动和连接成为可能。在医疗生物、航空航天、消费电子、照明显示、能源环境、精密机械领域的精密加工创造了更多可能。
随着技术的逐渐成熟和成本不断下降,超短脉冲激光市场有望在未来几年迎来爆发。